Problem
In lithium battery recycling, producing black mass is not the main challenge.
The real challenge is whether the output can meet market requirements.
China, as the largest recycling market, imposes strict limits on organic content and fluorine (F), which many conventional systems fail to meet.
Our solution is designed to ensure compliant output and reliable market access.
Key Advantages
Controlled low-temperature process without high-temperature stages
Fully enclosed system for safe and clean processing
Fully automated operation for consistent performance
Output suitable for downstream recycling markets
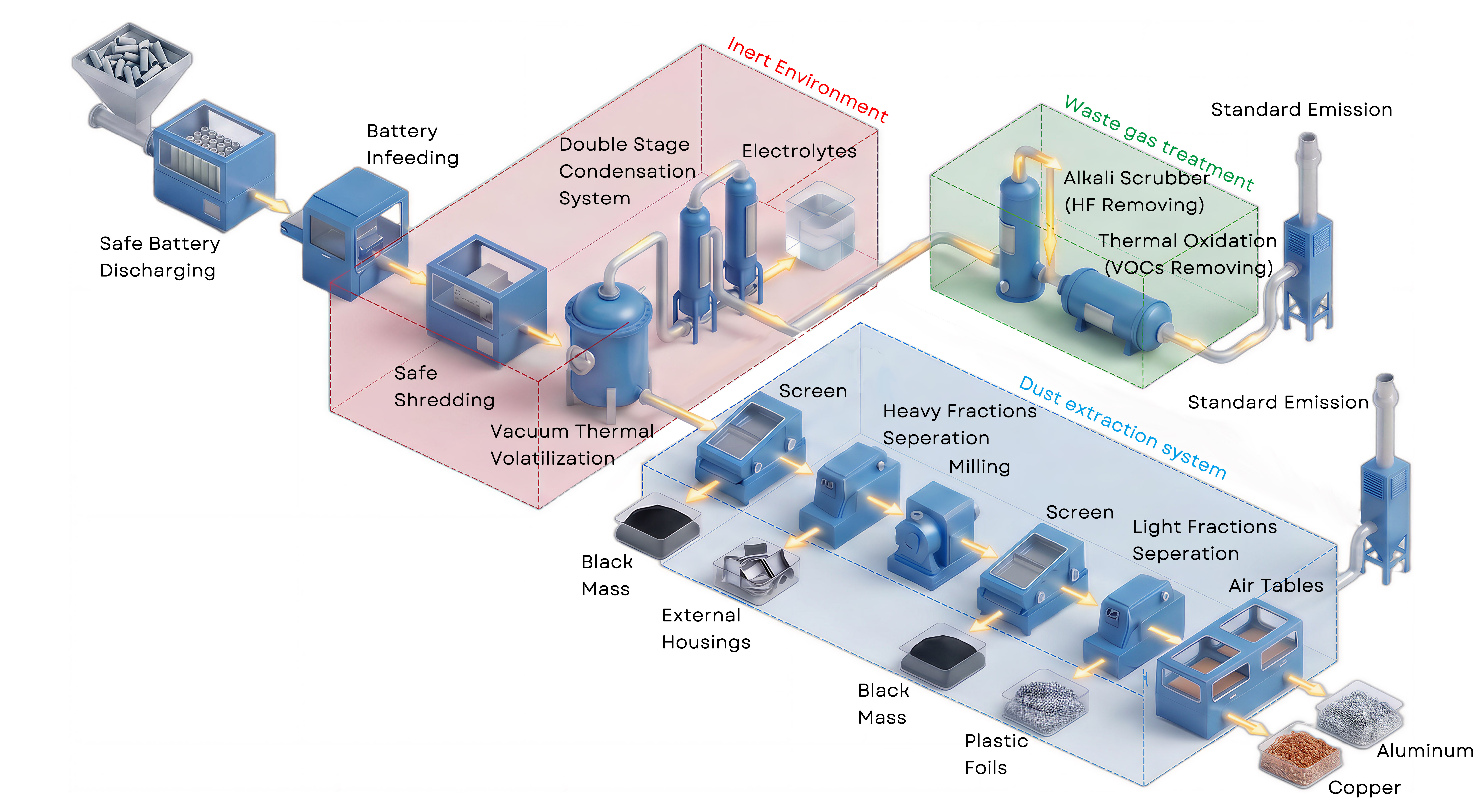
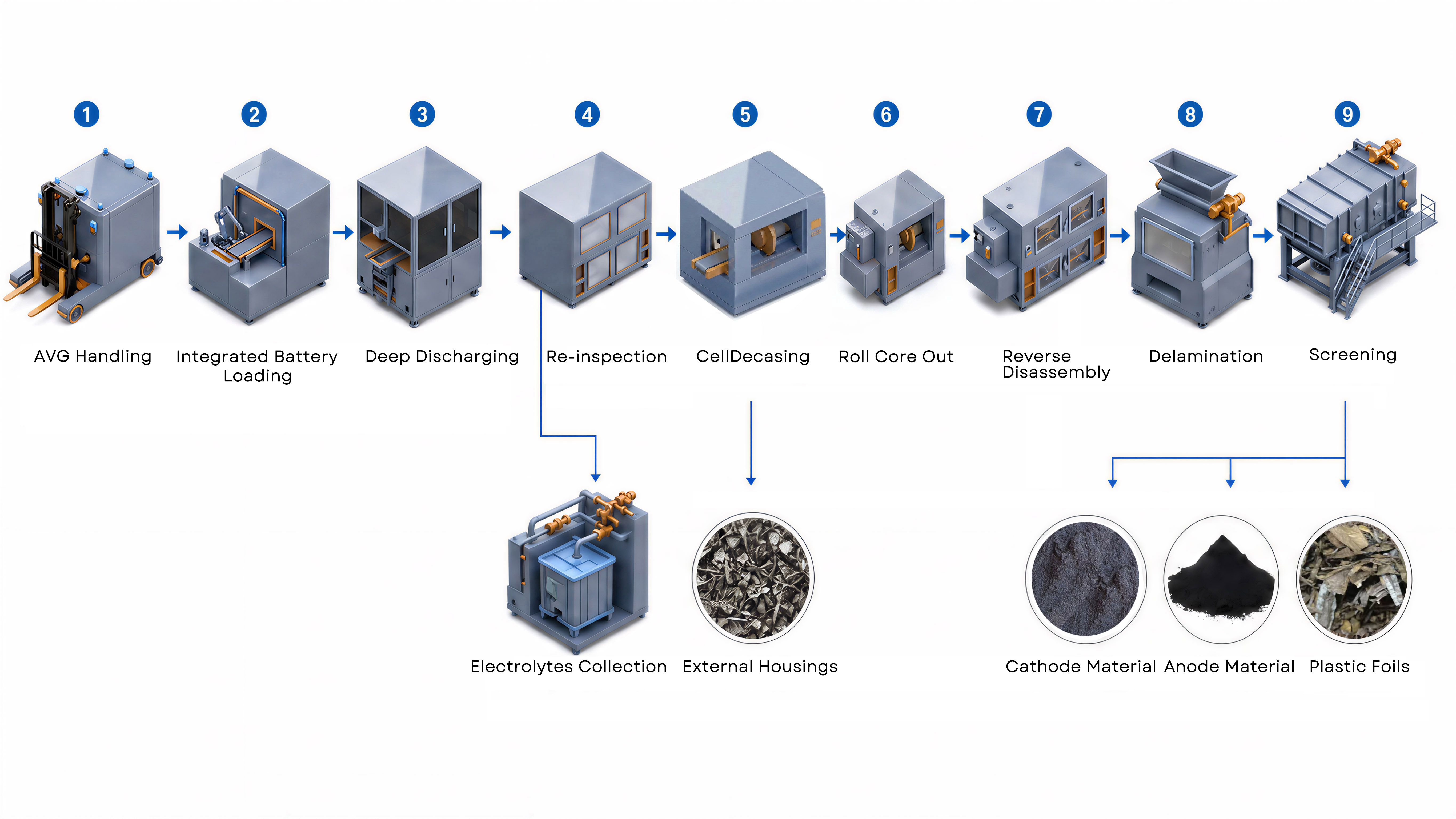
Process Flow

.jpg)

Advanced Multi-Chemistry Modular Recycling for Lithium-Ion Batteries
Waste
From Waste to Valuable Materials
High-Value Materials






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
The system converts waste lithium batteries into valuable recyclable materials, including black mass, copper and aluminum. This enables efficient downstream processing and supports commercial recycling operations.
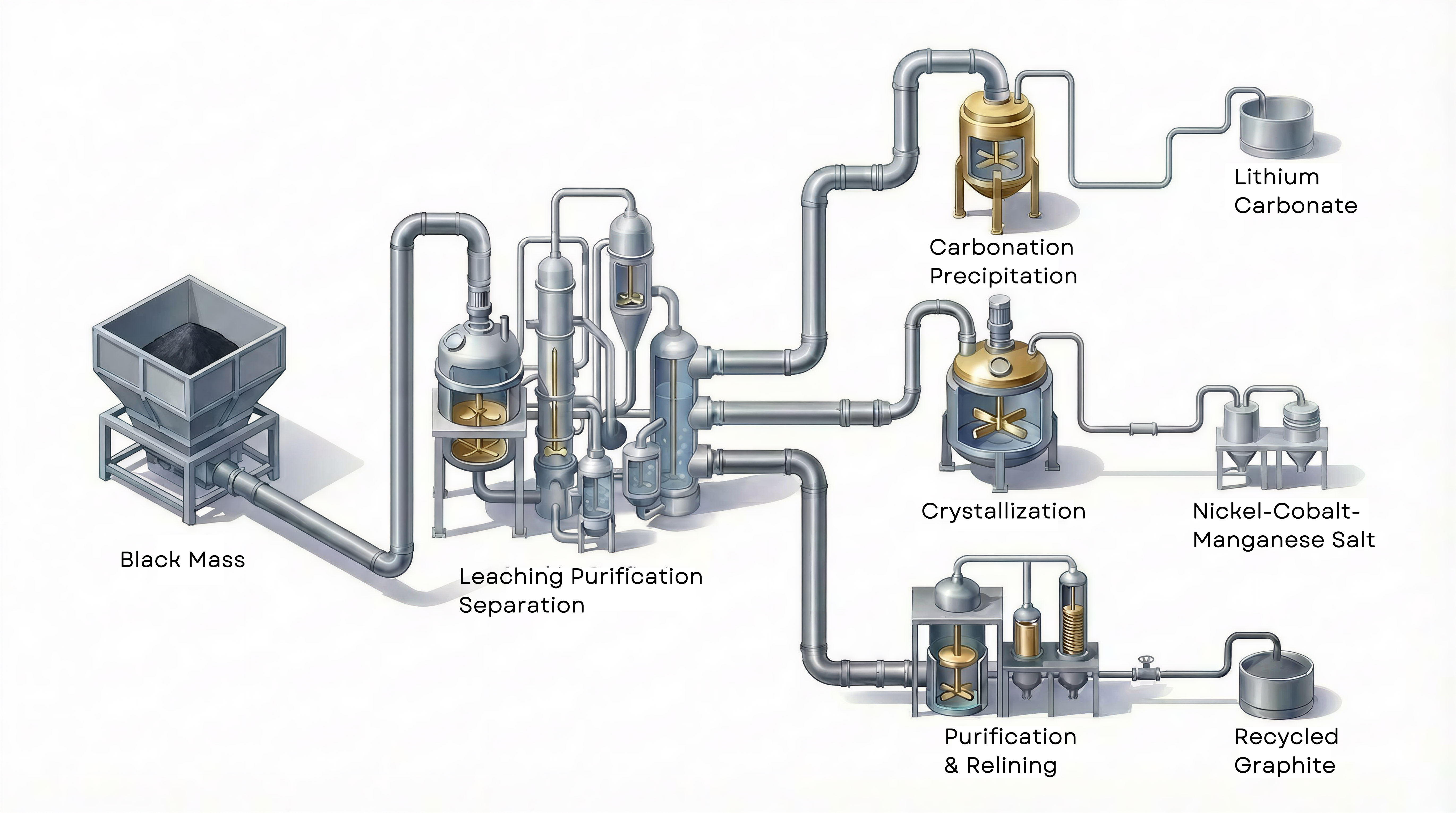
Recovered Materials
Nickel-Cobalt
-Manganese Mixed Sulfate
High-value mixture of nickel, cobalt, and lithium.
Lithium Carbonate
High-purity lithium carbonate, suitable for battery-grade applications.
MHP
Critical raw material in the lithium-ion electric vehicle (EV) battery supply chain.
Cobalt Sulfate
Highly refined chemical precursor used in the manufacturing of cathode for lithium-ion batteries.
Nickel Sulfate
Primary raw material used to manufacture high-energy-density nickel-rich cathode precursors
Manganese Sulfate
Critical chemical precursor used in the manufacturing of cathode for lithium-ion batteries.
Graphite
High-purity graphite powder for anode production.
Looking for a reliable lithium battery recycling solution?
Contact us for technical details and project support.